



Robust and powerful

Classic hydraulic applications have many advantages: The hydraulics ensure high force and power density and low inertias, with drive elements that are robust and relatively cost-efficient. But there are other possibilities – presses and injection molding machines are just two of many examples of applications where it makes sense to consider alternatives.
Hydraulic systems compared
In the past, the following solutions have often been used in hydraulic applications to control pressure and volumetric flow:
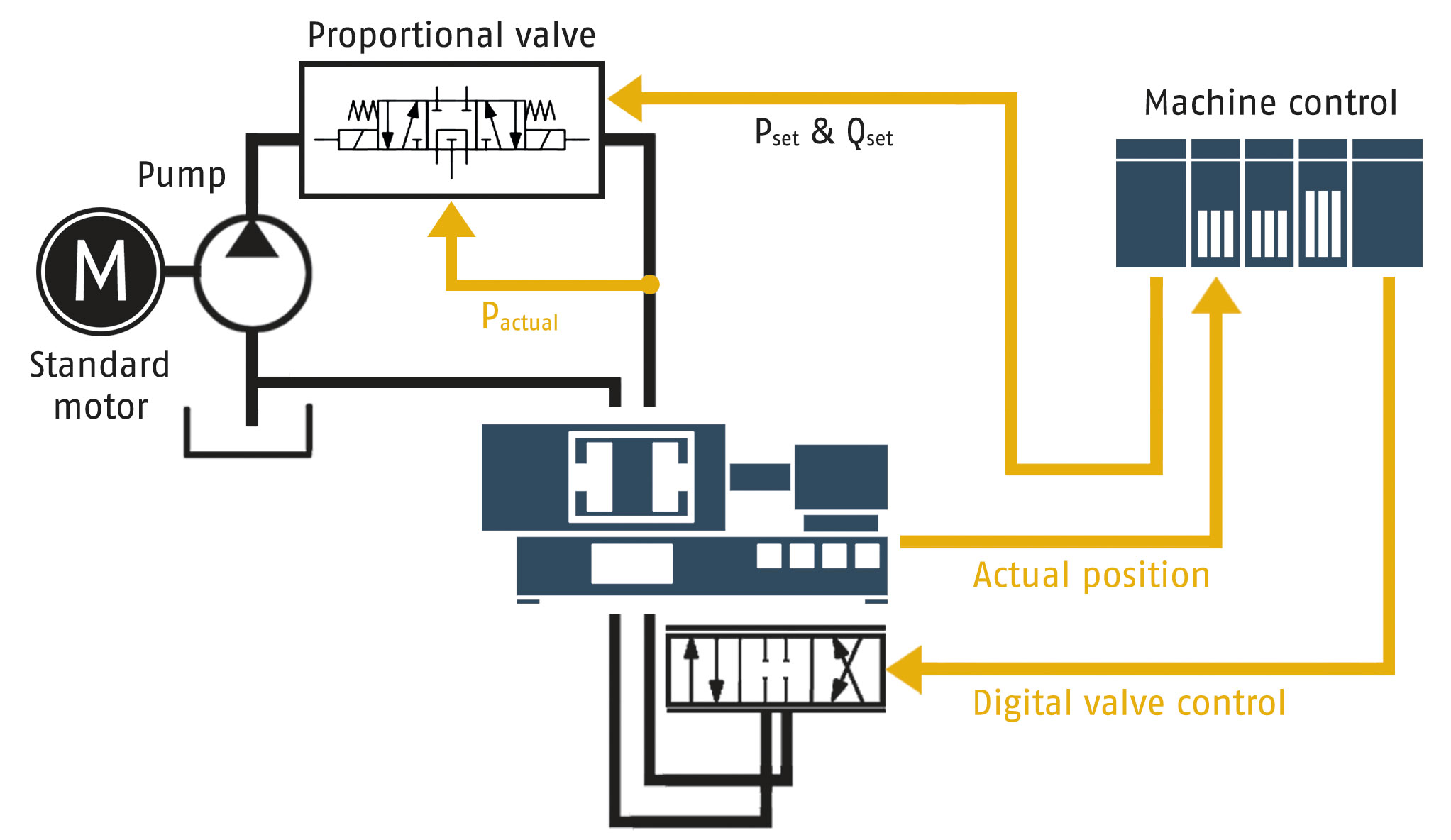
In systems with valve-controlled drives with standard motors and constant pumps, the electro motor permanently rotates with the power frequency. With the constant pump, there is a constant pumping of the volumetric flow. Here proportional valves are used for pressure and volume control.
The acquisition costs for the system as a whole with uncontrolled asynchronous motor are usually lower overall than with other solutions, but the service life costs are comparatively high due to the high energy consumption.
Advantage: Low acquisition costs through the use of standard motors.
Disadvantages:
- High noise emissions through continuous operation of the standard motor
- High costs for the valve technology
- High energy consumption through continuous operation at constant speed
- Reactive power
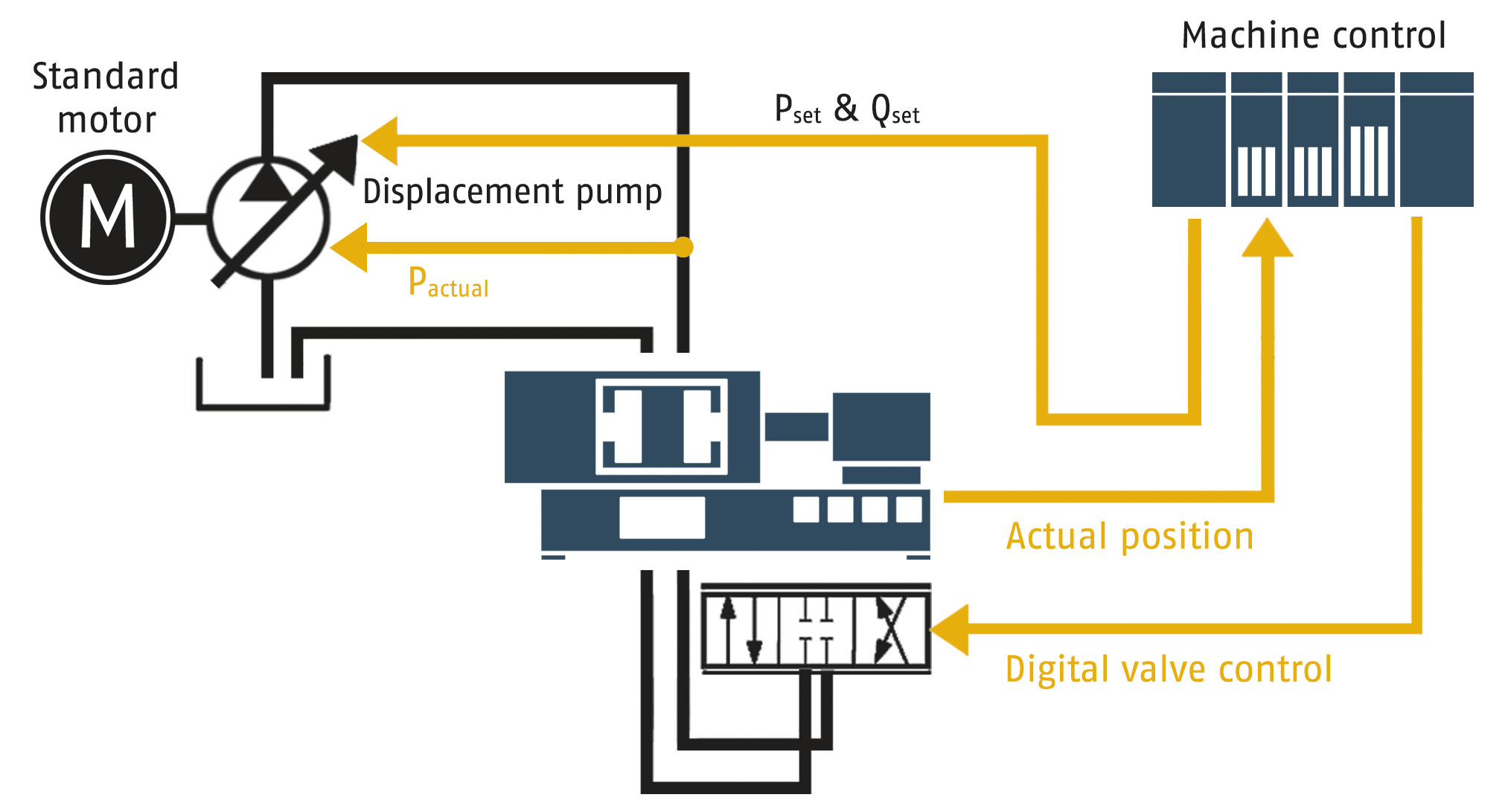
Electro-hydraulic variable adjustment pumps are also usually powered by asynchronous motors. In these applications, the motor rotates permanently at constant speed, and pressure and volumetric pressure are controlled via axial piston pump.
Using variable adjustment pumps improves the energy balance of the system. But it still results in considerable losses and disadvantages such as the high noise load.
Advantage: Higher energy efficiency than with a combination of asynchronous motor and constant pump, as power loss is lower with the variable adjustment pump.
Disadvantages:
- Variable adjustment pumps are more expensive than constant pumps
- High noise emissions through continuous operation of the standard motor
- Asynchronous motor still consumes unused energy in partial load range
- Reactive power
The problem: Fluctuating needs for hydraulic output
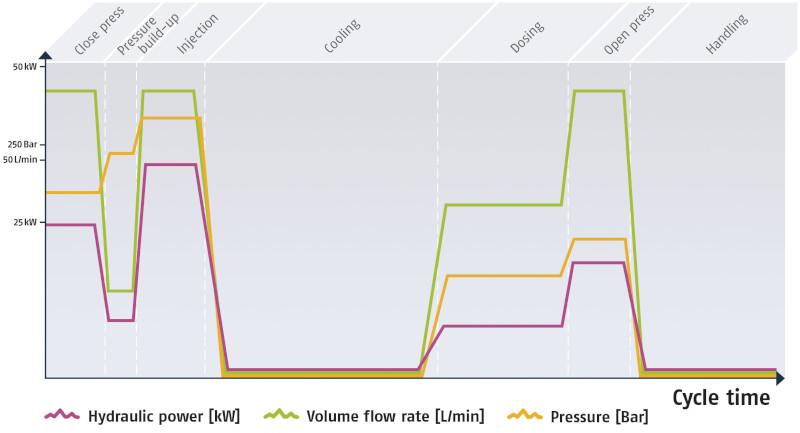
In hydraulic applications, energy consumption depends critically on system pressure and volumetric flow, which supply the required hydraulic output.
The machine cycle in the example in the figure shows the pressure required in [Bar], the oil quantity pumped in [L/min] as well as the resulting hydraulic output in [kW].
The requirements of the partial cycles vary considerably for each process step. Closing the press, for example, requires a very high hydraulic output – the output results from the high pressure briefly required and the high pumping quantity.
The next step requires significantly less hydraulic output because although the pressure is greater than in the first sub-step, the required oil quantity is significantly lower.
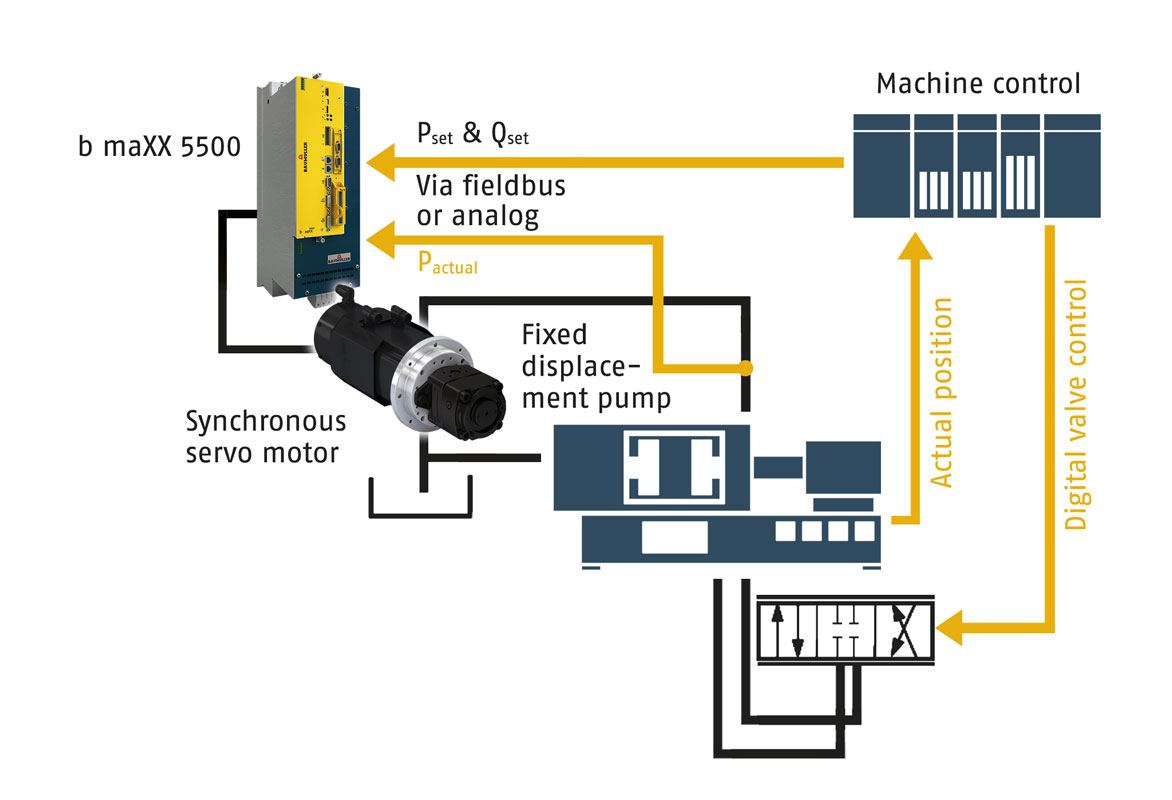
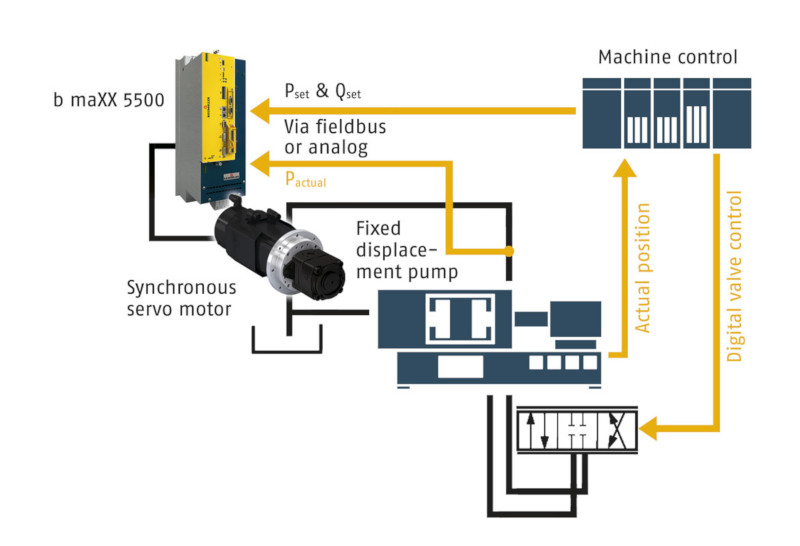
Servo-hydraulic machines combine the advantages of hydraulic power transfer with the advantages of servo-drive technology: High output densities, low inertias and cost-effective and robust drive elements meet dynamic and precise speed control. Energy consumption is thus reduced significantly. Here the low heat and noise development, the high effectiveness and above-average dynamics and precision are typical advantages of servo technology.
In each cycle step, the quantity and pressure control of the pump is precisely adapted to the particular needs by adjusting the motor speed. The drive stops for process-specific cycle pauses of the hydraulic consumers, resulting in no energy consumption. In phases of pressure control, the motor turns at just the required speed and thus consumes just as much energy as is necessary to maintain pressure control.
Because the drive only generates output when the servo pump is used, when it is actually used the machine consumes far less energy. Up to 50 percent savings is possible compared to classic solutions, and with longer cycles without force requirements savings can be even higher. The result is significantly reduced service life costs, and in many cases the initially higher cost pays for itself within a year.
An additional aspect is the significantly reduced noise load. Conventional hydraulic systems give off constant noise because of the permanently running main drive, even when no hydraulic energy is needed.
Because the control of pressure and volumetric flow is covered directly in the drive control cycle at fast cycle times of 125 microseconds, very dynamic and precise control is possible. These excellent control properties result in high repeat precision, which allows better product and process quality. Each hydraulic axis can be stored with its own control parameter sets in the controller, tailored to the particular consumer.
Advantages:
- Significantly lower energy consumption through control of the pump drive
- Lower noise emissions
- Higher process and product quality
- Compact drive system and smaller machine footprint
Disadvantages:
- Higher initial costs (ROI typical <=1 year)

- Processes with strong fluctuations in power requirements
- Processes with long pause cycles
- Noise load too high
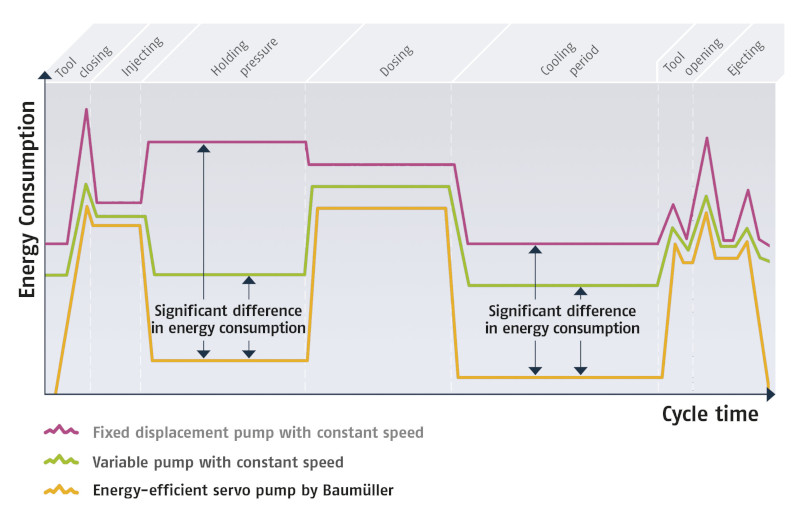
The principle of servo-hydraulics can be very well illustrated in the example of the cycle of an injection molding machine. The manufacturing of plastic cups or bottle stoppers consists of six steps: plasticizing, dosing, injecting, molding, cooling and demolding. These production steps are highly differentiated, meaning that within one process step the injection molding machine has widely fluctuating output requirements. Closing and injection sequences require large quantities of hydraulic oil and a high volumetric flow. Cooling times, on the other hand, require no or just minimal output.
The difference in energy consumption between the three systems presented is clearly visible in the graphic. The high energy efficiency of the servo-hydraulic solution arises from a needs-specific pump output. When the machine is at rest, e.g. during cooling, then the motors will also be at rest and will consume no energy.
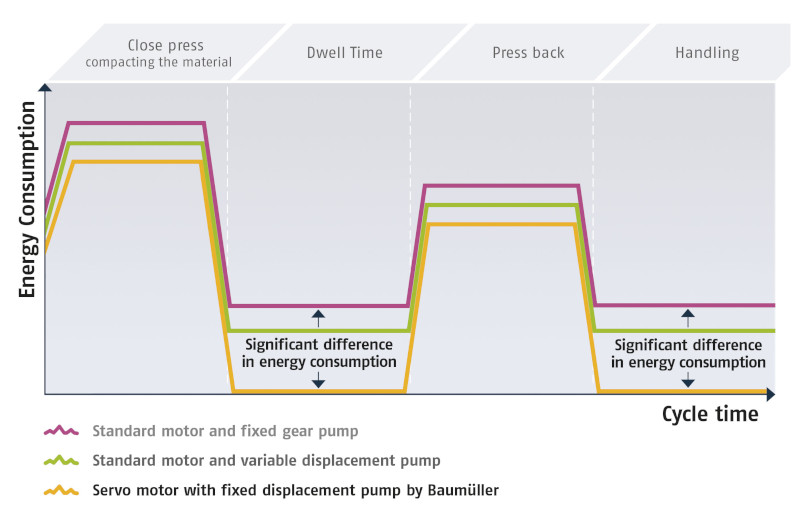
An additional example is presses. The cycle in the figure is divided into three partial cycles: Press forward (compression of material), hold time, press back and removal time. The comparison of energy consumption between the three different systems shows that the servo-hydraulic solution in the individual partial cycles has a significantly lower power input and thus has a significantly lower energy consumption overall. Unlike conventional hydraulic systems, only the energy that is actually needed is used, while in the classic systems the losses are higher due to the constant revolution of the standard motor in rest phases, such as when stopped (see figure).

The fields marked with an asterisk (*) are mandatory.
